Aké sú spájky na spájkovanie: typy, značky, účel
Na vytvorenie pevného a spoľahlivého spojenia kovových častí sa najčastejšie používa spájkovanie. Podstatou procesu je spájanie materiálov pri zahrievaní spájkou na legovanie, ktorej teplota topenia je nižšia ako teplota topenia spojovaných látok. Po zahriatí spájka, ktorá sa šíri medzi spojenými oblasťami, poskytuje silnú adhéziu (adhéziu) kovov k sebe navzájom na molekulárnej úrovni, čo poskytuje vysokú pevnosť a elektrickú vodivosť zlúčeniny. Roztavená spájka by mala kov dobre navlhčiť. To znamená, že spojenie medzi molekulami tuhej látky a kvapaliny by malo byť spoľahlivejšie ako medzi časticami tekutého materiálu. V tomto článku povieme čitateľom stránky Elecroexpertaké typy spájok na spájkovanie sú, po zvážení účelu a rozsahu každej značky.
Výber spájky
Aby bolo spojenie kvalitné, je potrebné zvoliť správnu spájku. Ak to chcete urobiť, zvážte:
- druhy kovov alebo zliatin, ktoré sa majú spojiť;
- metóda spájkovania;
- teplotné limity;
- veľkosť pripojených častí;
- požadovaná mechanická pevnosť;
- odolnosť proti korózii.
odrody
Druhy zliatin určených na spájkovací proces sa v závislosti od teploty topenia delia na tvrdé žiaruvzdorné a mäkké kompozície s nízkou teplotou topenia. Prvý sa topí pri 450 stupňoch a viac, druhý pod touto hodnotou. Spájkovanie karbidov je odolnejšie. Mäkké typy spájok sú však nevyhnutné pre práce na rádiovej inštalácii.
Mäkké alebo taviteľné
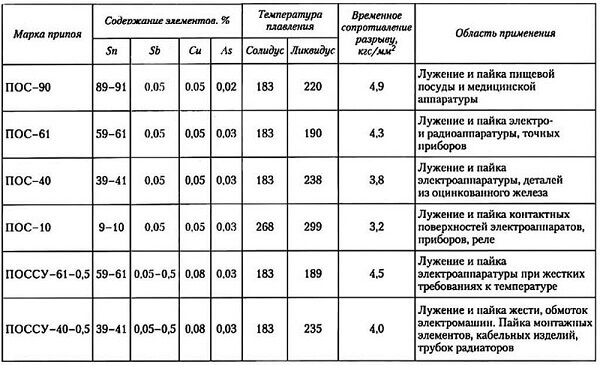
Najrozšírenejšie sú cín-olovené spájky, skrátený názov je PIC. Číslo uvedené v označení po znížení písmena zodpovedá percentuálnemu obsahu cínu. Napríklad POS-60 obsahuje 60% cínu. Tieto typy sa používajú pri výrobe zariadení, elektronických zariadení.
POS-90 obsahuje iba 10% toxického olova, preto sa táto odroda používa na opravu kuchynského náradia a lekárskych nástrojov.

POS-40 sa používa na spájkovanie mosadzných a medených rúr, elektrických zariadení, prvkov z pozinkovaného železa.

POS-30 sa používa na spájkovanie zinkových plechov v káblovom priemysle na spájkovanie pozinkovaného železa.
POS-61 sa používa na spájkovanie rádiových komponentov na dosky plošných spojov. Jeho teplota topenia je 183 stupňov a úplný prechod do kvapalného stavu nastáva pri 190 stupňoch, čo pomáha predchádzať prehrievaniu a zabraňuje zlyhaniu rádioaktívnych prvkov.
K dispozícii je univerzálna a pohodlná verzia POS-61, čo je dutá cínová olovená trubica s vnútornou živicou. Táto forma je veľmi výhodná, pretože spájkovanie sa uskutočňuje bez dodatočného prísunu taviva.

Ďalším typom PIC je spájka značky POSSu. Okrem olova a cínu obsahuje až 2% antimónu.Tento materiál môže spájkovať vinutia elektrických strojov, elektrických komponentov, káblových výrobkov, galvanizovaných častí.
Tabuľka stručne predstavuje niektoré typy PIC a ich hlavné vlastnosti.
V súčasnosti sa pri výrobe elektroniky používajú bezolovnaté zliatiny. Napríklad bezolovnatá spájka POSu95-5. Stanovenie jeho zloženia je možné označením. Číslo 95 znamená percento cínu, 5 - antimónu. Teplota topenia je v rozmedzí 234 - 240 stupňov.
Masívne alebo žiaruvzdorné
Tvrdé spájky na spájkovanie vytvárajú vysokú pevnosť spoja. Nevýhodou ich použitia je potreba intenzívneho zahrievania nad 500 stupňov, čo môže poškodiť niektoré typy zariadení.
Medzi žiaruvzdorné materiály s vysokou teplotou topenia sa delia dve skupiny: zliatiny medi a striebra. Medené spájky na báze zinku a medi sa používajú v zmesiach určených na statické zaťaženie v dôsledku krehkosti. Nesmú spájkovať materiály vystavené dynamickému - nárazovému alebo vibračnému zaťaženiu.

Spájky striebra sú univerzálne, dokážu spájkovať rôzne materiály. Nevýhodou sú vysoké náklady, takže použitie kompozície by malo byť ekonomicky opodstatnené. Zliatinu striebra používajte na tvrdé spájkovanie nehrdzavejúcej ocele, medi v protetickej stomatológii na opravu strieborných šperkov.

Kompozície obsahujúce striebro sú označené písmenami PSR. Existujú značky PSr-15, PSr-25, PSr-45, PSr-65, PSr-70, kde číslo označuje percento striebra.
Nízka teplota
Zloženie POSK 50-18 obsahuje 50% cínu, 18% kadmia, 32% olova. Kadmium zvyšuje odolnosť proti korózii, ale robí materiál toxickým. Účelom spájky je inštalácia komponentov, ktoré sú citlivé na prehriatie. Teplota topenia materiálu je 142 až 145 stupňov.

Teplota topenia zliatiny ROSE je v rozsahu od 90 do 94 stupňov. Tento druh je označený ako POSV-50. Zloženie obsahuje 25% cínu, 25% olova, bizmut - 50%. Percento kovov sa môže mierne líšiť. Materiál sa vyrába vo forme tyčiniek, granúl, ingotov.

Zloženie sa používa pri výrobe šperkov, pri inštalácii elektronických zariadení, pocínovaní medených stôp na doskách s plošnými spojmi. Používa sa v elektromechanike na ochranné poistky, poistkové vložky. Rovnako ako na demontáž elektronických komponentov a konektorov s plastovými puzdrami
Výhody ROSE:
- emituje minimálne množstvo toxických látok, pretože neobsahuje kadmium;
- ľahké topenie, dostatočný kontakt s vriacou vodou;
- môže byť použitý doma bez použitia špeciálneho vybavenia;
- hospodárne použitie.
Teplota topenia zliatiny WOODA je v rozmedzí 65 až 72 stupňov, čo rozširuje rozsah jej aplikácie. Ale 10% kadmia vo svojom zložení robí materiál toxickým. Zostávajúce zložky zliatiny: 13% cínu, 27% olova, 50% bizmutu.

Uplatňuje sa:
- v senzoroch požiarnych poplachových systémov;
- v mikroobvodoch;
- pri elektroformovaní;
- v stomatológii;
- na výrobu liatych prvkov;
- v polygrafickom priemysle na výrobu písiem, matríc, klišé;
- v strojárstve a stavbe lodí;
- v leteckom priemysle;
- v metalurgickom priemysle.
Iné druhy
Na špeciálne podmienky sa používajú zriedkavé spájky. Tieto zahŕňajú:
- prípravky na báze niklu používané v častiach, ktoré pracujú pri vysokých teplotách;
- zlato používané pre vákuové trubice;
- horčík používaný v metalurgii železa a neželezných kovov.
Uveďme príklady niektorých z nich, pretože ich je veľa a vo vnútri článku nie je možné brať do úvahy všetky typy.
Spájkovacia pasta
Spájkovacie mikroobvody, montáž SMD komponentov na dosky s plošnými spojmi, komplexné opravy mobilných telefónov je možné vykonávať pomocou spájkovacej pasty, ktorá pozostáva z nemycieho taviva a zliatiny Sn62Pb36Ag2. Kompozícia obsahuje 62% cínu, 36% olova a 2% striebra.

Pasta spĺňa základné požiadavky na technológiu povrchovej montáže (komponenty SMD) v elektronickom priemysle.
Na hliník
Spájka Lucas-Milhaupt Filalu 1192 NC má dobrú tekutosť, vysokú priľnavosť na hliník. Môžu spájkovať chladiace zariadenia, chladiče áut, klimatizácie. Spájkovanie hliníka s hliníkom nespôsobí ťažkosti ani pre neprofesionálov. K dispozícii vo forme tyčinky s vnútorným tokom. Teplota topenia: 577 ° C.
Štruktúra zloženia: Si-11,94%, Fe-0,18%, Cu-0,01%, Mn-0,03%, Mg <0,01%, Zn-0,01%, Al-zvyšok, FLUX - 32%

Pre meď
Na spájkovanie medi je vhodný prakticky akýkoľvek druh, mäkký aj tvrdý. Napríklad sa môžu použiť spájky vyrobené z cínu, olova, zinku, striebra.
Celkom
Vyrába sa veľké množstvo spájok na spájkovanie rôznych výrobkov, jednoducho nie je realistické ich uvádzať v zväzkoch jedného článku. Zhrnutím vyššie uvedeného však poznamenávame:
- Na inštaláciu elektronických komponentov používajú rádioamatéri relatívne tavnú POS-61, časti na bezolovnatej spájke sa spájkujú predbežným pocínovaním so zliatinou ROSE, aby sa znížila teplota topenia, a následne sa tieto diely ľahko demontujú. Na potrubia a chladiace zariadenia sa používajú pevné taviteľné druhy.
- Zloženie zliatiny by nemalo obsahovať toxické látky presahujúce stanovenú normu. Práce by sa mali vykonávať iba v dobre vetraných priestoroch, pri dodržaní bezpečnostných opatrení.
Súvisiace materiály:
- Ako spájať rádiové komponenty z dosiek
- Ako si vybrať spájku na spájkovacie drôty
- Ako spájkovať drôty